



Great quality
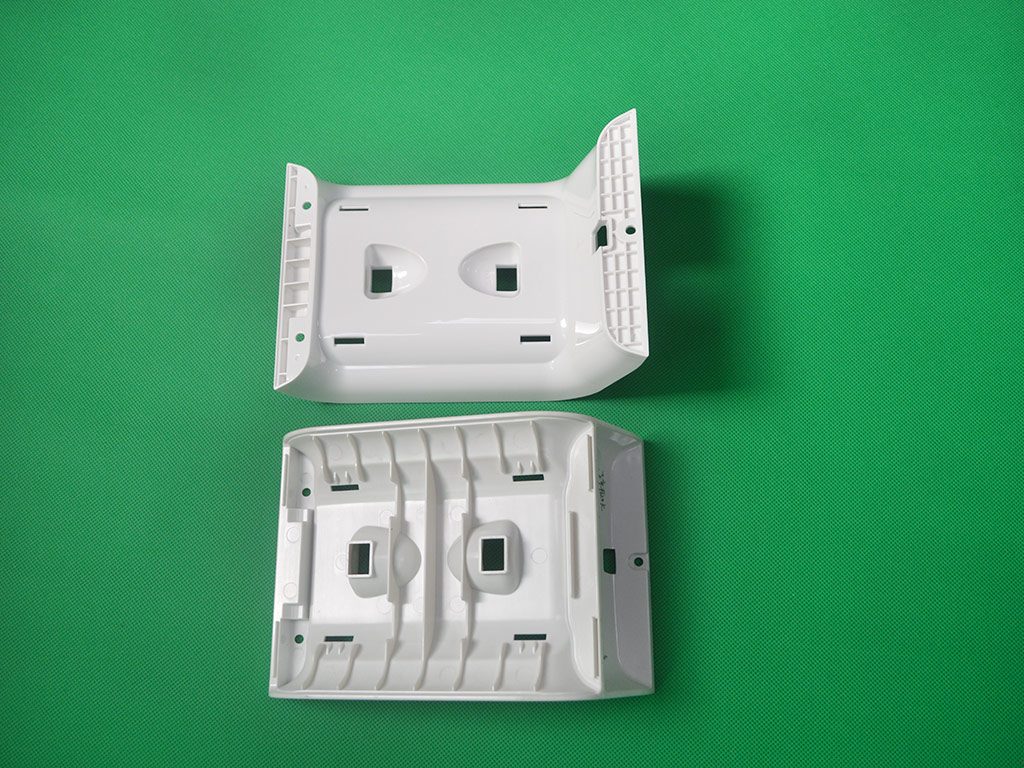
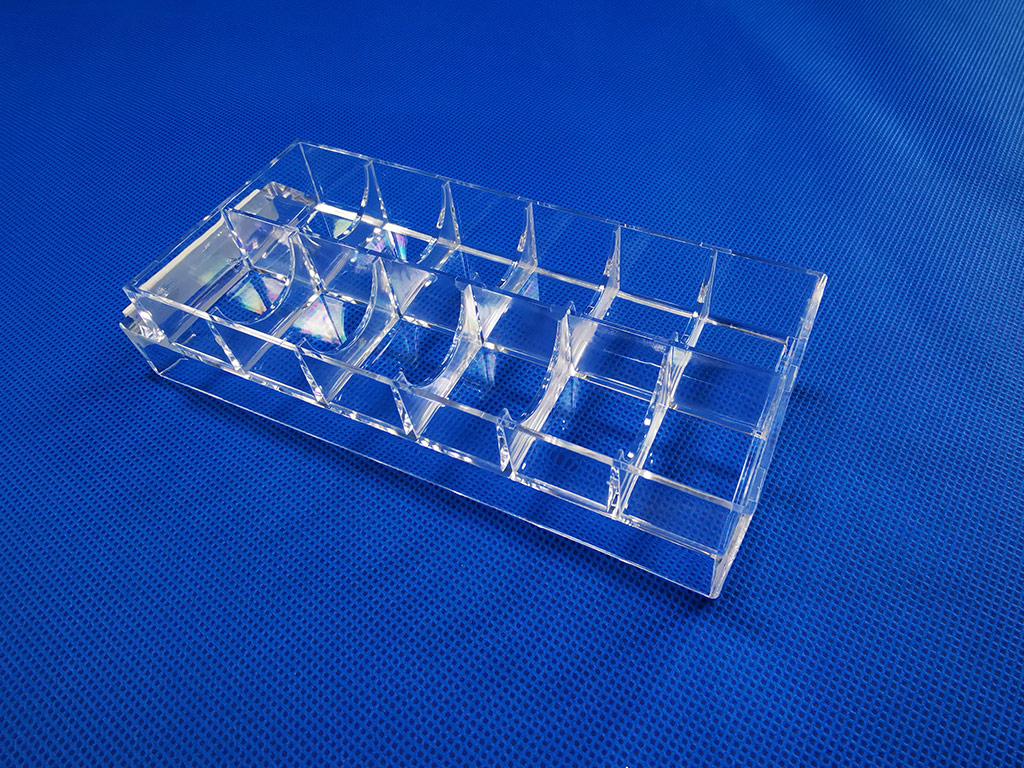
We make high quality plastic parts with our outstanding molds

Excellent Cooperation
We meet your challenging demands with our professional services

Competitive Pricing
We provide amazing prices to allow you succeed in the market
Your Best Partner of manufacturing
The Expert of making plastic
19+
years dedication
35+
molds monthly
45+
molding machines
200+






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}